

Changeovers Are the New Battleground: How Beverage Manufacturers Can Recover Hours of Lost Production Time
Why smarter, data-driven changeovers are becoming one of the biggest levers for performance in beverage manufacturing.
The Hidden Cost of Changeovers in Modern Beverage Operations
Five years ago, many beverage plants ran a manageable number of SKUs. Today, that world is gone.
Across CPG and beverage manufacturing, SKU counts have surged by 30 to 70 percent as brands add new sizes, new flavors, seasonal rotations, specialty formats, and market-specific variants (PMMI/McKinsey)¹ ². More SKUs mean more frequent changeovers and more opportunities for setup deviations that only appear after production has started.
Every hour spent adjusting a seamer, testing a run, correcting defects, or restarting the line is an hour not producing sellable product.
Changeovers have quietly become one of the largest sources of lost capacity in beverage packaging lines (Gutenberg Technology; Mingo Smart Factory)3 4. And in many plants, these losses go unmeasured.
Why Changeovers Fail: The Anatomy of a Modern Setup Problem
Many plants continue to use setup practices that were effective under previous operating conditions but are increasingly challenged by today’s production demands.
1. Lightweight cans = smaller setup tolerances
Can manufacturers have aggressively reduced material to lower cost and environmental impact5 6. Studies show that lightweighting directly reduces axial load capacity and increases sensitivity to small vertical-load deviations (Carlsberg/Ball; Crown; Uniten Down-Gauging Study)7 8 9.
As can designs have evolved, the acceptable force window during seaming has narrowed, meaning legacy pin-height targets no longer translate reliably to today’s containers..
2. Tools still rely on assumptions, not measurements
Pin-height gauges, feeler gauges, and visual seam checks provide a static measurement at a specific moment. While essential, they do not capture:
- how force is distributed across all seamer heads
- whether first and second operation are balanced
- whether the applied force actually matches what the height should produce
This is why plants often discover issues only after the line starts producing non-sellable cans.
3. Changeover teams must work faster with less experience
Turnover rates in beverage operations mean many setups are performed by operators who may understand what an ideal force profile should look like, but have not worked from a validated, measured baseline for that specific line or format¹⁰. As a result, teams often inherit the current machine state and adjust from there.
Over time, incremental adjustments made without a clear reference can normalize suboptimal force conditions.
The Moment Where Most Changeovers Lose Time
Most plants lose time not during the mechanical adjustment itself, but during the validation ramp-up afterward.
During changeovers, operators and Quality teams work together to set equipment to specification and validate seam integrity using established inspection protocols. Once a product meets release criteria, production resumes. In some cases, subtle force-related behaviors only become apparent later in the run, leading to downstream defects that require additional adjustment.
This is where hours of capacity disappear every week.
And it’s why more manufacturers now treat changeover accuracy as a strategic priority, not a side task11 12.
How Digital Container Twins Transform the Changeover Process
SmartSkin’s Digital Container Twins introduce something that legacy tools simply cannot provide:
real measurements of actual force applied during seaming.
This shifts changeovers from guesswork to evidence.
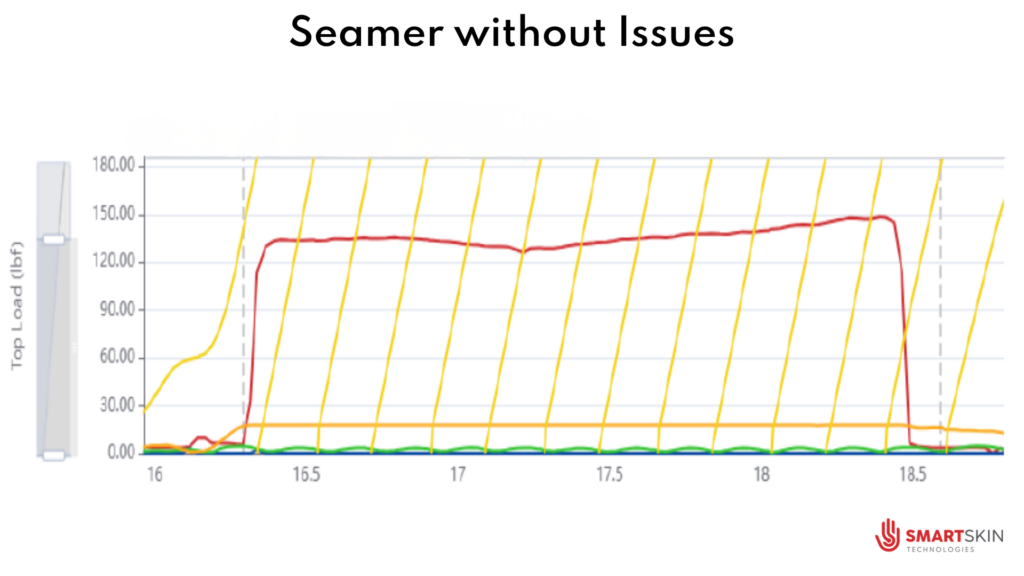
1. Instant validation of setup accuracy
Instead of relying on believed pin-height settings, teams can see:
- Peak force
- Force distribution through first and second operation
- Variation across heads
- Any drop, spike, or deformation pattern
This eliminates the “let’s run a few and see” uncertainty.
2. A consistent reference curve for every format
Whether it is 12 oz, 7.5 oz, sleek, or a new SKU, operators have a validated reference profile to compare against, which removes ambiguity from the process.
3. Faster ramp-up = faster to sellable product
By validating each seamer head against a measurable force profile, teams can move from iterative trial-and-error adjustments to structured, data-driven convergence. Instead of relying on repeated sample runs to infer whether settings are correct, operators can confirm applied force conditions directly and adjust with precision. While each head must still be verified, the process becomes predictable and significantly shorter. When multiple Digital Container Twins are deployed in parallel, validation time can be reduced even further. The result is a faster and more controlled ramp-up to stable, sellable production.
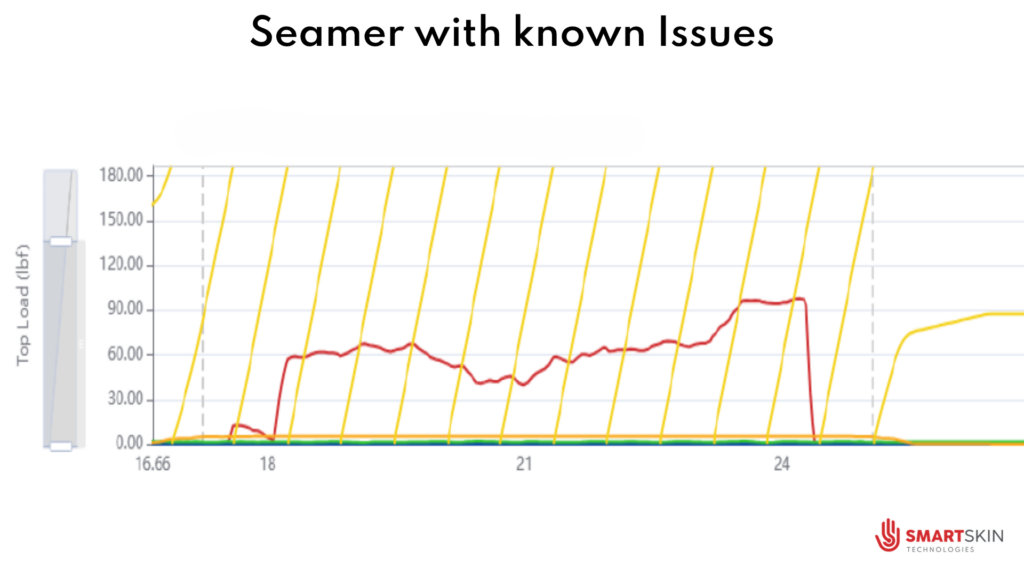
4. Detecting issues before they become downtime
Because Digital Container Twins measure actual force behavior during operation, they reveal deviations that geometric checks alone cannot detect. Variations in vertical load, imbalance between heads, or inconsistent force patterns during rotation can be identified immediately before they translate into wrinkles, leakers, or instability later in the run. This early visibility allows teams to correct force conditions at the source rather than reacting to downstream quality findings. Instead of discovering problems after a product has already been produced, manufacturers gain a proactive validation layer within the changeover process itself.
Why Changeover ROI Is the Most Measurable ROI in Operations Today
Waste reduction and customer complaints are often underreported or difficult to quantify, whereas changeover improvement produces direct and measurable ROI.
This is why Lean and SMED studies consistently show double-digit productivity gains in beverage packaging when changeovers are shortened (LeanFSL; OLC Europe; SMED beverage case studies)11 12.
Clear operational impacts include:
- Shorter changeovers (measurable in hours saved)
- Fewer adjustments after startup
- Lower risk of seam issues unseen until pallets reach the warehouse
- Increased OEE through higher availability and throughput
In many beverage plants, reducing changeover time by 30 to 60 minutes can translate into significant recovered annual capacity. A global industrial survey by ABB reports that the median cost of unplanned downtime across manufacturing is approximately $125,000 per hour¹³. That figure reflects a composite of lost production value, labor and overhead, maintenance and repair expenses, scrap and rework, and indirect business impacts such as delivery performance and reputation. While the exact cost per hour varies by plant and product mix, even a fraction of that benchmark demonstrates how quickly short changeover delays can accumulate into meaningful financial impact when they occur multiple times per week.

Reduce Changeover Time and Improve Seam Integrity
See how a leading beverage manufacturer used SmartSkin’s Digital Container Twins to accelerate setup validation, reduce adjustment cycles, and improve seam consistency after every changeover.
Changeovers Are No Longer a Side Task. They Are a Strategic Performance Lever
With cans becoming thinner 5 6 7 8 9, lines becoming faster, and SKU counts accelerating 1 2, changeovers are now one of the most powerful levers for improving throughput and reliability.
Manufacturers that treat changeovers strategically and support them with real data and measurable force intelligence are pulling ahead.
And those still relying on gut feel, visual checks, and legacy gauges are losing hours of capacity they can’t afford to give away.
References
¹ SKU proliferation impact in beverage and food manufacturing operations
https://runlaminar.com/blog/sku-proliferation-food-beverage-manufacturing-cip
² Domino / PMMI Whitepaper – Three Ways to Improve Productivity in Food and Beverage Packaging Lines (citing McKinsey data)
https://www.domino-printing.com/resources/English/Whitepapers/PMMI%2020210311%20Domino_Three%20Ways%20to%20Improve%20Productivity%20in%20Your%20Food%20and%20Beverage%20Packaging%20Lines_v3.pdf
³ Gutenberg Technology – Packaging Line Productivity Insights
https://www.gutenberg-technology.com
⁴ Mingo Smart Factory – Changeover Impact on OEE
https://www.mingosmartfactory.com
⁵ Carlsberg Group – Lightweighting Our Cans
https://www.carlsberggroup.com/sustainability/case-stories/lightweighting-our-cans/
⁶ Crown – Enhancing Sustainability Performance Through Lightweighting
https://www.crowncork.com/news/enhancing-sustainability-performance-through-lightweighting
⁷ The Effect of Down-Gauging on Axial Load, Drop Resistance and Internal Buckle Strength
https://irepository.uniten.edu.my/entities/publication/8cd5a320-247d-45a5-b48f-ca1474b64d99/full
⁸ MDPI – Mechanical Behaviour of Beverage Aluminium Cans
https://www.mdpi.com/1996-1944/16/19/6603
⁹ APS Physics – “Crumpling Coke Cans”
https://physics.aps.org/articles/v10/s131
¹⁰ U.S. Bureau of Labor Statistics – Job Openings and Labor Turnover Survey
https://www.bls.gov/jlt/
¹¹ Single Minute Exchange of Die (SMED) changeover methodology
https://en.wikipedia.org/wiki/Single-minute_exchange_of_die
¹² ABB – Survey Reveals Unplanned Downtime Costs $125,000 per Hour
https://new.abb.com/news/detail/107660/abb-survey-reveals-unplanned-downtime-costs-125000-per-hour


